面临日益激烈的市场竞争,许多制造型企业实施了ERP/MRP等系统来帮助企业提升管理水平,增强企业应对竞争和变化的能力。然而上层生产计划管理受市场影响越来越大,企业明显感到计划跟不上变化。面对客户对交货期的苛刻要求,面对更多产品的改型,订单的不断调整,企业决策者认识到,计划的制订要依赖于市场和实际的作业执行状态,而不能完全以物料和库存回报来控制生产。为了满足中国生成制造企业对MES系统的迫切需求,常州远普软件科技有限公司基于MES轻型化、平台化思路,提供定制化行业MES系统解决方案,功能全面、架构合理、优势显著,破解企业MES制造执行系统选型瓶颈,帮助企业快速实施、部署与应用,打造数字化车间,提升企业智能制造信息化建设水平。
计划排产
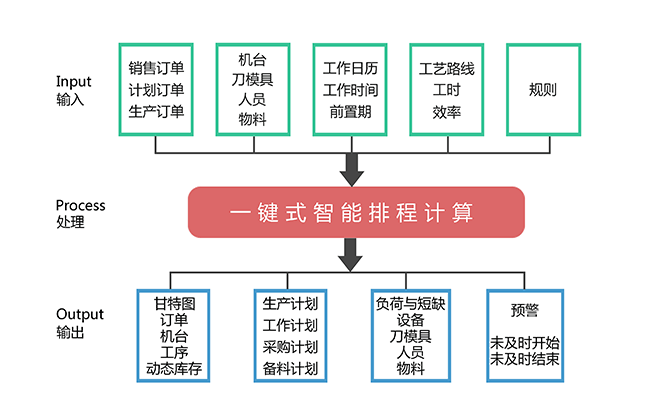
在有限产能的基础上,综合来自市场、物料、产能、工序流程、资金、管理体制、员工行为等多方的对生产的影响,经过排产得出合理有效的生产计划。
1.工单归类 自动将工艺相同或相近的工单组织在一起;
2.产能平衡 在排产过程中,系统会自动将任务量均匀分配到待排工位上,实现均衡化生产;
3.支持量产/试产 试生产随意性大,工艺可能不完整,有时具有跳跃性,而且要求能够和量产在同一产线混流。排产模块能够适应试生产的特性,实现混流排产;
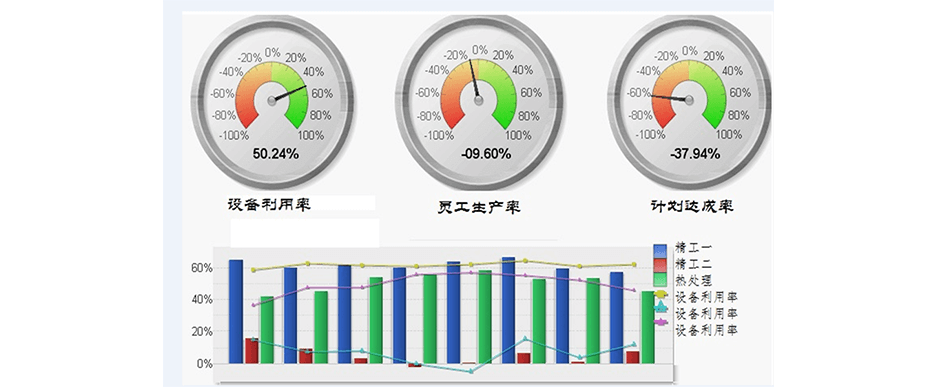
4.排产结果以高度人性化的图示方式展示,便于目视管理及实时调整。
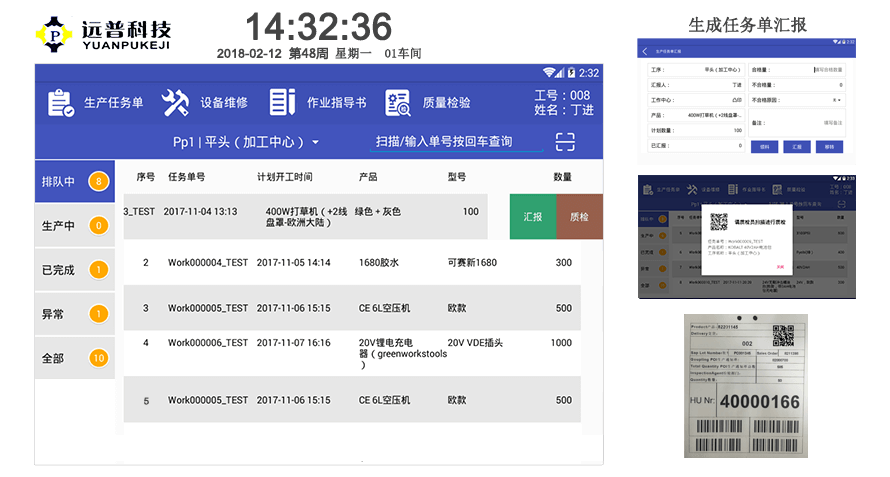
车间汇报
现场终端:现场采用电阻式触摸屏工业一体机,可选 8 寸、10 寸、12 寸、15 寸等规格;
条码支持:支持各种一维码、二维码;
站点设置:单台现场终端支持多人及多机器汇报,也支持同一产线的多工位汇报;
全面支持与工单或工位绑定的电子作业指导书同步显示;
支持现场驱动警报灯及 LED 看板。
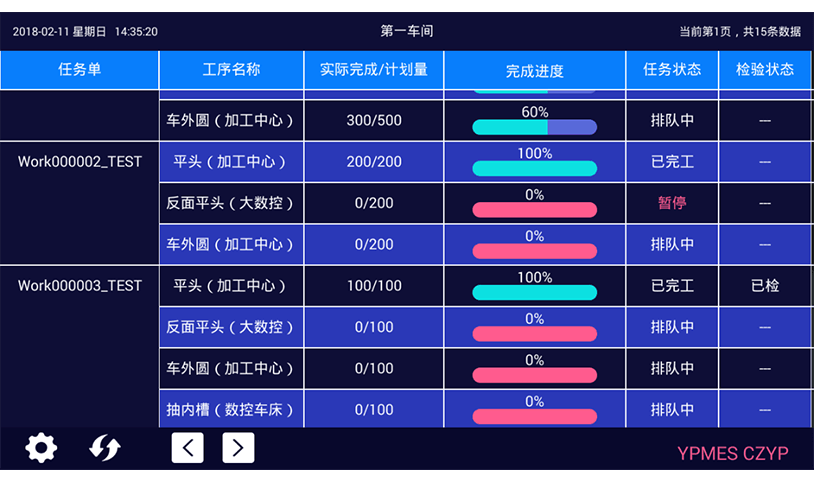
生产监控
生产监控是车间生产管理中的核心,常规的生产日报机制是无法实时、准确的了解生产情况、掌控生产进度的; 我司开发的生产监控管理平台,可所有生产任务的实时管控;所有需要生产的任务,将全部流转至生产监控平台中,由平台进行统一管理。监控由控制台、生产监控、工艺控制三部分子系统组成。
控制台是生产监控的基础功能,所有计划下达的生产任务均全部由控制台进行分发管控。通过控制台可随便调整任务所需 的相关资源,如物料、人员、工作中心等资源,具体功能体现如下:
能够对突发异常情况下的紧急任务调整功能;如 A 设备发生故障,快速将后续任务转至 B 设备上生产;支持对临时任务的紧急插单,所有既定任务自动向后调整;

能够根据任务的优先级、交货期及机台的空闲情况,自动排程,生成计划派工清单;
能够对任务工序的临时变更,自动对后续工序重新调整;
能够对临时任务的暂停、取消等操作,所有后续的任务进行前移;
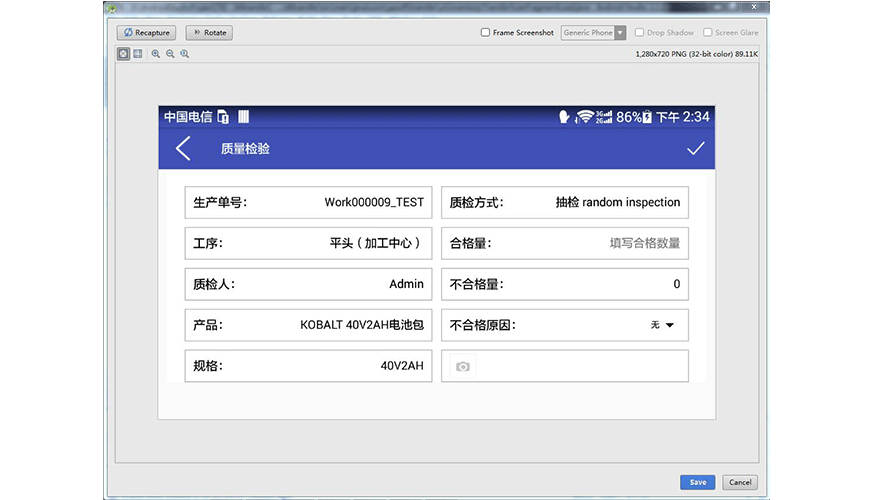
质量管理
质量管理主要体现在质量控制、跟踪、和装配防错三个方面。
质量控制主要针对过程检验,详细记录每个过程的检验数据及工艺控制数据,出现质量缺陷时,记录缺陷代码及缺陷原因。
质量跟踪是跟踪主要的关键工艺 和检测参数,自动生成质量跟踪记录。
装配防错是以生产订单及装配 BOM 为基础,通过现场跟踪装配过程,及时发现是否发生错装、漏装的情况;在产品质检或入库时,检查产品是否装配完整,完整则允许质检或入库。
绩效考核(分析)